

晶面护理机研磨时抖动释疑及解决方法
作者:管理员 发表时间:2018-9-25 11:05:12 阅读:次
检验晶面机的抖不抖动的标准方法是:
1.将磨盘取出旋转120度重新卡回变速箱卡头。
2.在铝磨盘上装上6片50#或者100#新的水磨片在平整的石材地面上打磨。
3.平不平稳一看便知。若有抖动,说明机器有问题,若不抖动,说明没问题!
4、任何厂家的晶面护理机不存在机芯稳与不稳的问题,晶面机核心部位是电机转动轴与变速箱紧密相连其整体与底座安装面相互垂直,卡磨盘的变速箱转动时,其旋转跳动误差在0.01至0.02毫米之内,与高级机床转盘级别一致,故不存在机芯不平稳一说。
5.若有抖动可能原因:
a、变速箱连接板固定螺丝松动,拧紧即可。
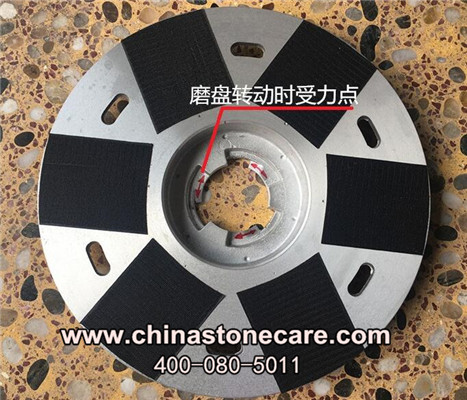
b、铝磨盘中间卡口位右侧及角位受力处<如图箭头所示部位>有一处或两处磨损厉害或厚薄不均匀,磨盘卡位<箭头处>进位后不能填满卡头位空隙,导致磨盘在地面上研磨时,因地面的小不平和操作机器扶手时传递给变速箱<三个>卡头位的力不能同时传递给磨盘,由于力的作用是相互的,磨盘受到地面小不平的冲击力反弹给变速箱体<箱体与机头,底座为同一整体>,所以机器出现均匀抖动。
6、解决办法:
1〉、使铝磨盘箭头处厚度一致,可在箭头处背面贴胶纸加厚,使箭头处都能卡进变速箱卡头空位处,且保持紧致,无间隙。
1.将磨盘取出旋转120度重新卡回变速箱卡头。
2.在铝磨盘上装上6片50#或者100#新的水磨片在平整的石材地面上打磨。
3.平不平稳一看便知。若有抖动,说明机器有问题,若不抖动,说明没问题!
4、任何厂家的晶面护理机不存在机芯稳与不稳的问题,晶面机核心部位是电机转动轴与变速箱紧密相连其整体与底座安装面相互垂直,卡磨盘的变速箱转动时,其旋转跳动误差在0.01至0.02毫米之内,与高级机床转盘级别一致,故不存在机芯不平稳一说。
5.若有抖动可能原因:
a、变速箱连接板固定螺丝松动,拧紧即可。
b、铝磨盘中间卡口位右侧及角位受力处<如图箭头所示部位>有一处或两处磨损厉害或厚薄不均匀,磨盘卡位<箭头处>进位后不能填满卡头位空隙,导致磨盘在地面上研磨时,因地面的小不平和操作机器扶手时传递给变速箱<三个>卡头位的力不能同时传递给磨盘,由于力的作用是相互的,磨盘受到地面小不平的冲击力反弹给变速箱体<箱体与机头,底座为同一整体>,所以机器出现均匀抖动。
6、解决办法:
1〉、使铝磨盘箭头处厚度一致,可在箭头处背面贴胶纸加厚,使箭头处都能卡进变速箱卡头空位处,且保持紧致,无间隙。
2〉、使铝磨盘三个箭头处右侧角位与变速箱体三个卡头<箭头处>右上角顶点处充分接触且紧配卡紧。




![]()
地址:广州市白云区黄边南路122号1栋102 版权所有:广州市白云区美丽石材翻新护理中心 网址:http://www.chinastonecare.com http://www.meili1168.com
全国服务热线:400-080-5011 电话:020-87275776 / 66651668 / 22157818 E-mail:gzf23@163.com 备案号:粤ICP备07025690号-5
